Australia’s manufacturing and material handling sectors are turning to imaging technology to tackle operational challenges, with AI-powered solutions driving a new era of productivity and efficiency.
“AI is enabling self-learning solutions that can be deployed quickly – and on the factory floor – supporting real-time decision-making and process optimisation without the need for extra processing power or Cloud infrastructure” says Geoff Thorp, Managing Director for Turck Australia.
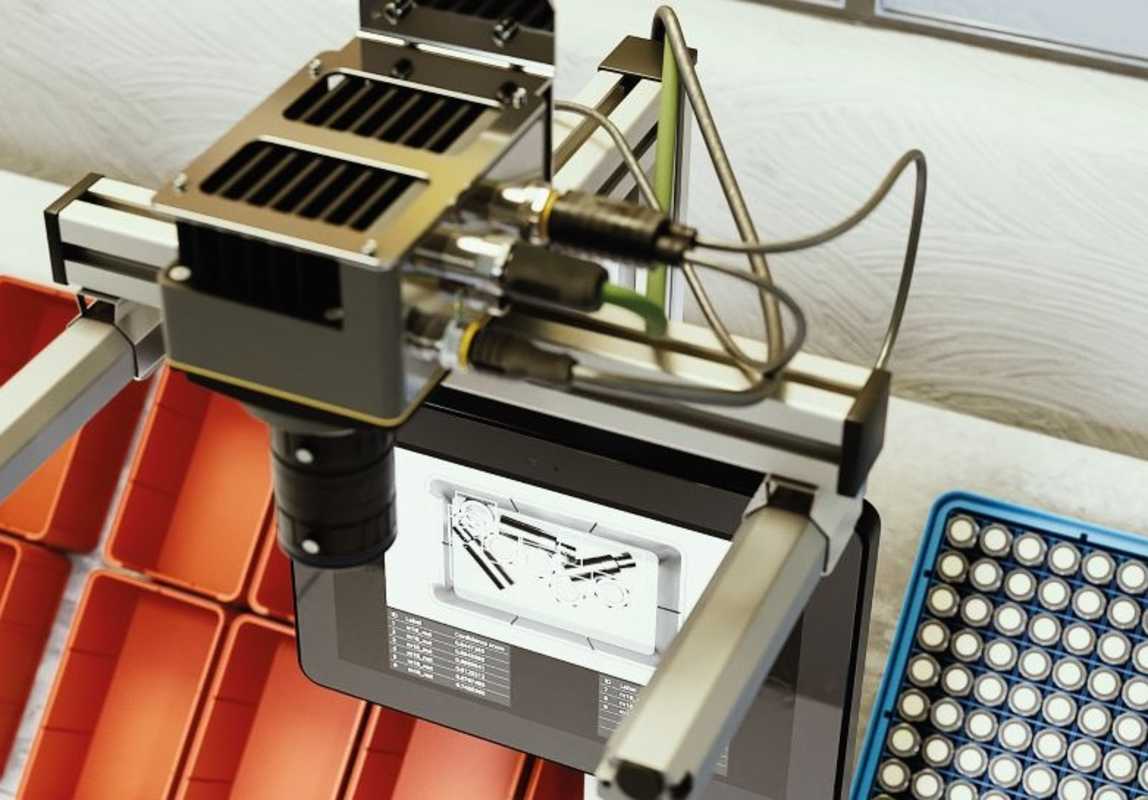
He points to one of the company’s latest releases – the Turck Intelligent Vision (TIV): an AI-enabled camera for industrial image processing, designed to be deployed at the ‘edge’.
“Equipped with integrated AI, a high-resolution vision sensor and NVIDIA Jetson Nano GPU, it quickly carries out complex image processing tasks independently, increasing the reliability of machine vision inspections as the self-contained camera does not rely on separate processing units, servers or internet connection,” he shares.
The TIV comes with four pre-installed applications: Difference Check, Classifier, Detector and Code Scan – which allow it to perform a variety of essential functions, such as checking completeness, sorting items, detecting objects and reading barcodes.
Furthermore, without the need for transmission of image data to external networks or Cloud systems, it increases data security and reduces data traffic (in turn, reducing energy consumption).
“It’s really user-friendly and intuitive, making it easy for technicians to deploy the TIV, even if they don’t have programming or camera expertise,” said Geoff.
“Traditional image processing solutions require a new instruction for every deviation. It’s precise, but not easy to scale. TIV, on the other hand, requires no complex programming or rule sets,”
“You switch it on and train it with a few sample images. It gets to work quickly, saving time, reducing defects and downtime, and boosting productivity”.
While it boasts a number of high-tech features, the TIV is also a reliable ‘workhorse’, with robust housing and IP67 protection class that makes it ideal for use in harsh operating environments, across a wide range of industry applications – ranging from assembly and food manufacturing, to mining, packaging and logistics.
“We’ve seen this solution implemented successfully across a host of industries worldwide, all with great success. Now, in Australia, we are looking to enjoy some of the same success, and add further value to our customers.”
Solving industry challenges
From its enhancement of product quality and output to its reduction in downtime, Geoff believes that the value in industrial solutions cannot be underestimated in this day and age.
“These solutions have become fundamental in providing a competitive advantage in a market where we are up against a host of global and local challenges.” he said.
These key challenges include rising operational costs – also linked to global volatility and rising oil prices, a shortage of skilled labour a strategic emphasis on waste reduction which includes the drive for product quality consistency, as well as growing pressure to meet sustainability targets and compliance requirements.
“Image technology solutions tackle these challenges head-on, helping customers in the resource, food, packaging and warehousing sectors achieve more flexible, fast and reliable inspection.” said Geoff
The TIV is now available locally from Turck Australia & New Zealand. Turck is also the official distributor of Banner Engineering products, offering complimentary products to the TIV.
“We’re excited to bring this smart innovation to the local market,” concludes Geoff. “The TIV puts artificial intelligence where it makes a critical difference: right on the production line”.